Customer Problem
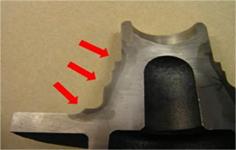
A leading manufacturer of wheel bearing components and assemblies uses induction heat treating to properly harden their bearings. Superior mechanical properties are easily achieved by allowing surface areas to have a hard case and soft inner core. An example of a heat treat process on a bearing can be seen in Figure 1.
The manufacturer used to test parts off-line every four hours by cutting into sample bearings and nital etching the part. This destructive method took ½ an hour. If a part was found to be out of tolerance, the whole production batch was suspect and quarantined for additional manual evaluation. The manufacturer wanted a way to inspect 100% of their product via non-destructive inspection.
The Solution
The manufacturer decided to install eddy current heat treat test stations in-line, just downstream from their induction heating systems. Custom eddy current probes were designed to match the geometry of each part. The eddy current probe shown in Figure 2 integrated stainless steel into the design to meet the demand of a 24/7 test environment, and integrated three coil windings to inspect critical heat treat areas in the bearing, with 8 frequencies per winding for a total of 24 data channels. The bottom coil winding seen in the picture was used to verify the run-out of the heat treat pattern at the flange of the bearing. Testing was performed at multiple frequencies.
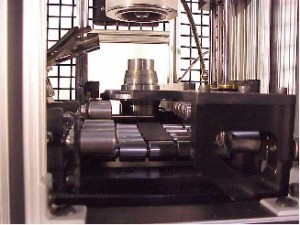
The eddy current test instrument used contains industrial I/O to control the bearing material handling station. The eddy current test station in Figure 3 brings the part under the probe and lowers the probe over the part. After probe engagement, the eddy current test takes less than one second, and then the eddy current probe retracts. If the part is good, at all 24 data channels, then it continues down the production line. If any data channel is bad, the part goes to a reject chute so it can be evaluated.
“Eddy current testing is faster, better and more accurate.” — Wheel bearing assembly plant engineer