Customer Problem
A leading automotive component manufacturer uses induction hardening to ensure the durability of their engine valve tips. Evaluation for the valve tip hardness was performed by using statistical batch testing methods. This involved gathering samples and destructively examining them using Rockwell testing and visual inspection (cut, polish and etch). This resulted in excessive scrapped product and required additional labor to process. Unfortunately, this did not completely ensure that all remaining parts in a batch were acceptable. The manufacturer was ready to explore NDT techniques.
The Solution
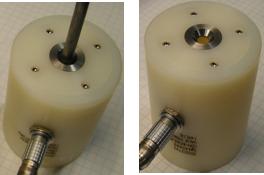
The manufacturer wanted to test every single part at production line speed, avoid creation of a bottle neck, separate out the bad parts, test intake and exhaust valves at two locations (tip and shaft), and ensure that the heat treatment extended at least 18mm but no farther than 24mm down the shaft. To accomplish this, the manufacturer implemented two testing stations with Zetec InSite HT multi-channel eddy current testing instruments. Figure 2 shows the eddy current probes used to test the valve tips.
At one point during the first year of implementation, the eddy current systems suddenly rejected 300 valves. The production line was stopped for further investigation. Valve tips were confirmed as having “soft tips” using a Rockwell tester. Further investigation by cutting, polishing and chemically etching the parts visually showed an incorrectly located heat treatment. The cause of this problem was found to be a mechanical misalignment on the induction hardening machine. A guide rail fixture had loosened, resulting in the heat treatment zone intended for the upper valve shaft and tip to be located further down the shaft than desired.
The automotive component manufacturer was able to improve shipped product quality, reduce scrap, and potentially save tens of thousands of dollars in warranty costs due to premature valve failure.