Customer Problem
A leading manufacturer of wheel bearing components and assemblies had been using magnetic particle inspection to look for flaws on their wheel spindles. This was very time consuming and used chemicals that required regular replacement and disposal. Since these tests were performed after an entire batch was made, if a bad part was found the whole batch was suspect. Additionally, magnetic particle inspection is subjective, dependent on human judgment and manual test speeds. The manufacturer wanted to find a better inspection solution.
The Solution
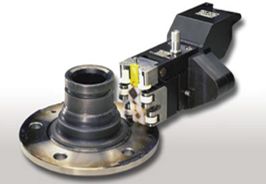
The manufacturer decided eddy current crack and flaw inspection was the best approach and installed systems on all their production lines. Figure 1 shows a typical wheel bearing spindle and the associated eddy current test probe which contains an 8 coil eddy current array. The test selected by the manufacturer is performed within a self contained test station right on the production line as shown in Figure 3.
As the wheel spindle moves down the assembly line, a material handling system grabs the part and spins it, while an eddy current probe engages the spindle to perform the test. If the part is “good,” the material handling station moves the part further down the production line. If the part is determined to be “bad,” the material handling system sends it to the reject chute. The programmable eddy current instrument can notify the plant operator when multiple errors occur in a row, indicating that there is a possible manufacturing process issue.
The eddy current test systems enabled the customer to achieve a fast repeatable test, reducing their high costs of failure. It also helped them meet increased quality requirements and lower their warranty costs.
“We used to do 100% mag particle inspection. But since we switched to eddy current testing, we saved approximately $900,000 in one year.” — Major wheel bearing plant engineer