Customer Problem
A powder metal fuel pump manufacturer required an in-line hardness test to provide results comparable with those from Rockwell hardness testers. The system had to inspect 100% of the parts and run two lines simultaneously. Parts to be tested included 15 star sizes, 10 ring sizes and three lobe geometries for each size. The test had to be easy to configure with minimal set-up changes. The goal was to reduce production scrap and warranty costs with an NDE inspection method.
The Solution
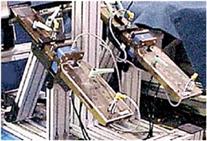
The manufacturer installed a multi-frequency eddy current test system downstream of the heat-treat furnace. The system included a multi-channel, multi-frequency eddy current instrument, two eddy current hardness testing coils (one for stars and one for rings), and two sorting stations (one per lane). This provided 100% component testing up to 60 parts per minute, with the ability to physically reject out-of-tolerance components.
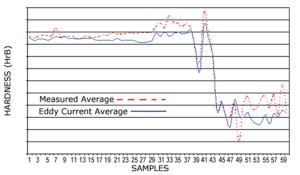
While eddy current testing is typically used as a go/no-go test, we were able to develop a close correlation between a measured Rockwell hardness (HrB) and the eddy current results. In an initial sample test, the eddy current test results and actual Rockwell hardness readings are compared (See Figure 3).
From this initial test the correlation between Rockwell hardness and eddy current was very good, showing only about 1~3 HrB points variation. Eddy current readings (solid blue line) tended to show a more consistent value when compared to the Rockwell readings. During a subsequent production test, the Rockwell hardness readings were accurate to ±1.0 HrB while the eddy current test provided more consistent results.
“To 100% inspect and insure that all parts are above the specifications, I believe there is no other way to provide zero defect products than to use an eddy current test system.”
– Fuel Pump Manufacturing Project Engineer