Customer Problem
A major automotive bearing manufacturer discovered that a cone bearing was not being hardened correctly. Harder roller bearings running over the “soft” cone bearing surfaces would cause excessive bearing wear. This could lead to premature wheel bearing assembly failures, resulting in an increase of warranty and recall expenses. They wanted to move to an NDT inspection method.
The manufacturer of these cone bearings had relied on QA batch testing to detect issues with heat treat processes.
They had been reluctant to test every part due to the cost and slow down of production.
The Solution
Symmetrical parts like cone bearings are easy to heat treat test using eddy current. Using the “internal test enable” feature of the eddy current instrument, testing can take place without stopping the part and can run at production line speeds.
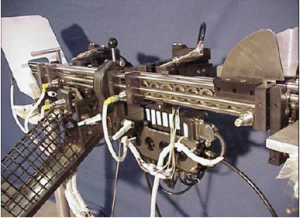
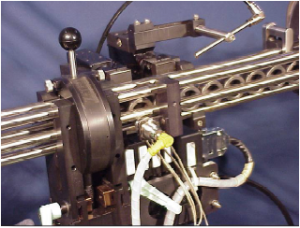
The application is best performed using a multi-frequency eddy current test instrument with full industrial I/O. The station shown in Figures 1 and 2, is capable of testing up to 100 parts per minute. It was installed just prior to the “grind” station, right on the production line. Reject parts were directed to the chute at the bottom of the fixture. (See Figure 1) The eddy current coil – seen with the black handle in Figure 2, was custom made to closely match the geometry of the part which maximizes test sensitivity. The coil is also easy to replace in this design.
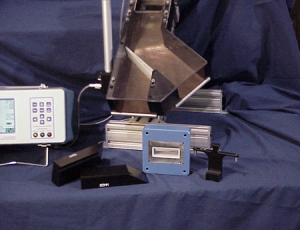
Another system was designed for off-line testing (see Figure 3). This system could also be integrated into a production line and sort parts at approximately 60 parts per minute.